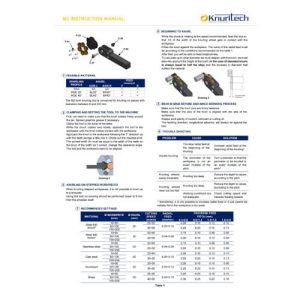
Clamping And Setting The Tool To The Machine
First, make sure that the knurls turn freely. Smear graphite grease if necessary.
- Clamp the tool to the lathe turret.
- Turn the spindle with an Allen key until the distance between the knurling wheels is larger than the Ø of the workpiece.
- With the spindle turning very slowly, move the tool forwards, to the workpiece, until place the knurls on the vertical axis of the workpiece.
- Once the knurls are aligned on the axis, close the arms and by turning the threaded spindle until the knurls touch the workpiece and start to rotate.
- With the workpiece rotating, turn the spindle further and close the arms making that the knurls mark the workpiece.
- Check that the thickness of the mark coincides with the total width of the knurls. If this is not the case, it means that the tool is not properly mounted on the lathe.
- If the width is correct, place the tool on the X=0 axis again and with the lathe chuck turning at the rpm indicated in the table 1, close the jaws progressively by rotating the spindle, until getting the desired knurling track.
It is essential that the tool and the workpiece are aligned as shown in drawing 2.